Applications and Advantages of Spunlace Nonwovens in the Hygiene Products
May 29, 2026
Spunlace nonwovens are high-end flexible materials formed by utilizing high-pressure, fine water jets to entangle fibers. As a high-performance substrate, they require no chemical binders and possess a unique combination of attributes—including softness, skin-friendliness, breathability, comfort, exceptional strength, and low linting—making them widely applicable across numerous core sectors such as hygiene and personal care, healthcare, industrial wiping, and synthetic leather production.
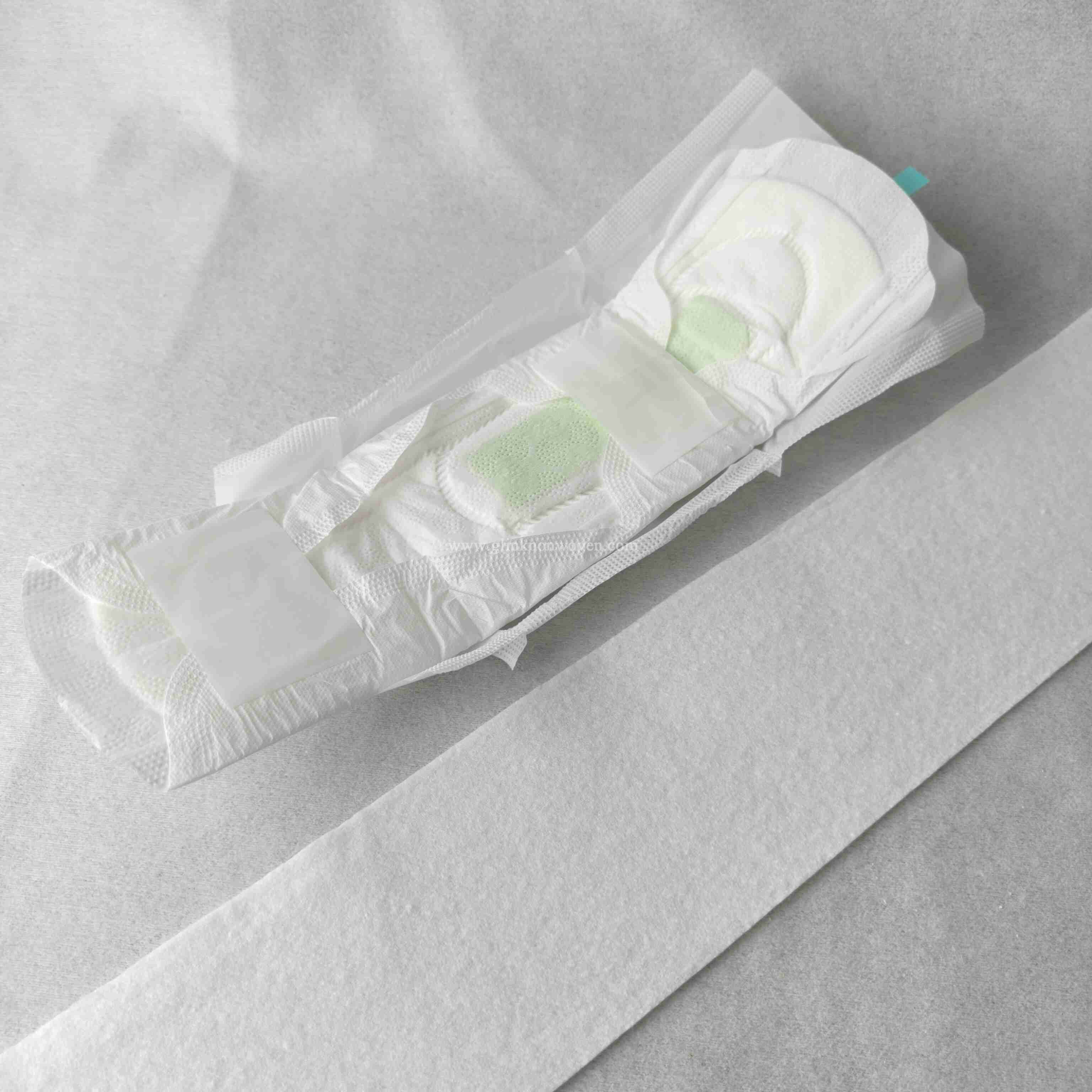
In the realm of personal care, spunlace nonwoven fabric serves as a primary raw material for disposable hygiene products such as wet wipes, facial cleansing cloths, and flushable toilet wipes. Utilizing premium raw materials like fluff pulp and viscose, it demonstrates superior liquid and oil absorption capabilities while exhibiting minimal linting and shedding; furthermore, it offers excellent versatility for both wet and dry applications. Whether in the form of baby wipes designed to gently care for delicate skin, or eco-friendly flushable toilet wipes that are biodegradable and easily dispersible, these products effectively meet the public's daily hygiene and care requirements, offering both convenience and safety.
In medical and healthcare settings, spunlace fabric is truly indispensable. Characterized by an absence of chemical residues, excellent biocompatibility, and high levels of cleanliness, it is utilized in products such as medical gauze, surgical towels, and disposable protective supplies. It effectively blocks contaminants, absorbs wound exudates, and minimizes irritation to both the skin and the wound site, thereby balancing both safety and practicality.
Bolstered by these multiple core advantages, spunlace nonwoven fabric continues to drive the evolution of hygiene products toward higher standards of safety and premium quality.
Read More













 English
English English
English Español
Español عربي
عربي




 IPv6 network supported
IPv6 network supported
